
جوشکاری اوربیتال یک نوع جوشکاری تخصصی است که تورچ در یک فرآیند مستمر بصورت مکانیکی از طریق گردش 360 درجه (دو تا 180 درجه یا چهار تا 45 درجه) در اطراف یک قطعه استاتیک، مثل لوله می چرخد.
درجوشکاری اوربیتال Orbital Welding که یکی از فرایندهای تیگ (TIG) است، جوشکاری چرخشی به وسیلهی تورچ اتوماتیک انجام میشودو تمامی حرکت تورچ چرخشی چه از نظر فیلردهی و چه از نظر چرخش و جوش به صورت تمام اتوماتیک انجام میگیرد.
جوش اربیتال می تواند با استفاده از فیلر یا بدون استفاده از آن انجام شود.
جوشکاری اربیتال نوعی جوشکاری است که توسط کامپیوتر کنترل می شود و دخالت اپراتور در جوشکاری به صفر می رسد، تا بتوان همواره به یک جوش یکنواخت و بدون خطا با کیفیت و ایمنی بالا دست یافت.

1- منبع تغذیه جوشکاری اوربیتال
2- کنترلر قابل برنامه نویسی
3- هد جوشکاری یا تورچ به همراه الکترود
4-سیستم هدایت حرارتی یا خنک کاری
5-فیدر فیلر جوش در صورت نیاز
6- دستگاه برش اتوماتیک لوله
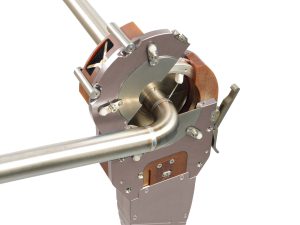
در جوشکاری اربیتال از یک هد جوشکاری استفاده می شود که دور لوله در حال جوشکاری بسته شده و تنگستن جهت ایجاد قوس جوش 360 درجه دور لوله می چرخد.
قبل از جوشکاری تمام پارامترهای جوشکاری بطور کامل توسط کنترلر برنامه نویسی می شود و پس از بررسی نمونه جوش های دستگاه ممکن است جهت دستیابی به جوش با کیفیت ایده آل نیاز به تغییر پارامترهای ورودی باشد.
کیفیت جوشکاری اربیتال بستگی به چند پارامتر متغیر مهم دارد که شامل برنامه نویسی دستگاه جوش و تنظیم دستگاه هد جوشکاری می باشد.
عوامل زیادی در کیفیت جوش تاثیر دارد از جمله:
1- طول قوس
2-اندازه و فرکانس پالس جریان جوشکاری
3- سرعت جوشکاری
4- هدایت حرارتی (سیستم خنک کاری با آب یا هوا)
5- خلوص (99.9995 درصد) و سرعت جریان گاز محافظ در هد و تیوب
6- کیفیت مواد استیل که تیوب (لوله) از آن ساخته شده (SS316L)
7- فاصله و زاویه و تیزی تنگستن
8- آماده سازی اولیه جوش قطعه.
درنهایت برای داشتن یک جوش با کیفیت تنظیم دقیق تمامی پارامترهای ذکر شده برای جوشکاری اربیتال لازم است.
برای تنظیم میزان پرج گاز از تجهیزات تمیز (از جمله شیرها و رگلاتورها و فلوکنترل) استفاده می گردد.
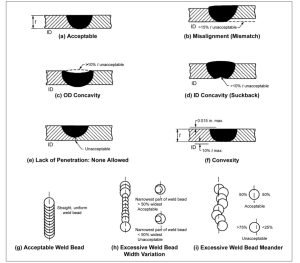
آزمون جوش (Weld Coupon) ، بر روی قطعاتی از فلز یا تیوب استیل برای ارزیابی مهارت جوشکار استفاده می شود.
این آزمون در شروع و پایان هر شیفت کاری و هرزمان که پارامتری تنظیم و یا تغییرمی کند، انجام می شود.
هر آزمون جوش بصورت داخلی و خارجی جهت نفوذ پذیری کامل، عرض جوش مناسب و عدم وجود درز یا ترک و همچنین یکپارچگی جوش و رنگ جوش پس از جوشکاری از دیگر معیار هایی هستند که باید بررسی و انجام شود.
همچنین به منظور بررسی نقاط جوش غیر قابل دسترس می توان از دستگاه بروسکوپی استفاده کرد.


با توجه به توانایی، ایمنی و اطمینان جوشکاری اربیتال در دستیابی به نتایج با کیفیت بالا ، این نوع جوشکاری جایگاه بسیار مناسبی در ساخت تجهیزات اتاق تمیزو صنعت نیمه هادی ها پیدا کرده است.
جوشکاری اوربیتال در حال حاضر در لوله کشی و ساخت تجهیزات صنایع زیرکاربرد دارد.
جوشکاری اربیتال در تصفیه آب دارویی شامل لوله های آب خالص و آب قابل تزریق WFI و PW و لوله های انتقال مواد دارویی و گازهای تمیز که در صنعت دارو و غذا کاربرد دارند استفاده می شود.

جوشکاری اربیتال مداری طیف وسیعی از مزیت ها را نسبت به سایر تکنیک های جوشکاری ارائه می دهد، از جمله:
1- افزایش بهره وری
تجهیزات جوش مداری به دلیل مکانیزه بودن، بهره وری بیشتری را در مقایسه با جوشکاری TIG دستی ارائه می دهند زیرا توالی های جوش را می توان به راحتی و با اطمینان تکرار کرد.
2- کیفیت جوش ثابت
هنگامی که پارامترهای جوش تنظیم و وارد شدند، چرخه جوش را می توان با دقت و ثبات بالایی تکرار کرد. از آنجایی که بیشتر تجهیزات جوشکاری مداری امکان نظارت در زمان واقعی را فراهم میکنند، میتوان یک پروتکل جوش کامل ایجاد و برای استفاده بعدی ذخیره کرد.
3-سطوح مهارت اپراتور
مکانیک های ماهر پس از آموزش می توانند با تجهیزات جوش اربیتال کار کنند. این سطح مهارت کمتر از آنچه برای جوشکاری دستی لازم است می باشد، به این معنی که هزینه های پرسنل نیز کمتر است.
4- شرایط محیطی
جوشکاری اوربیتال را می توان در شرایط محیطی سخت و همچنین در جاهایی که دسترسی محدود یا دید ضعیف وجود دارد انجام داد. همچنین می توان کار را از فاصله ایمن با استفاده از انتقال ویدئو برای نظارت بر جوش تکمیل کرد.
5- ایمنی بهبود یافته
جوشکاری مداری میتواند با حذف جوشکارها از محیط کار، ایمنی بهتری را ارائه دهد و به آنها اجازه دهد تا فرآیند را از فاصله ایمن نظارت کنند.
فرآیند جوشکاری اربیتال توسط سرپرست تحقیق ،Pavlecka. H.V و مهندس Meredith Russ از شرکت Aircraft Northrop در سال 1960، برای رفع خطای اپراتوری در نشتی جوش GTAW اختراع شد.
جهت مشاهده پروژه های اجرا شده با جوشکاری اربیتال می توانید از صفحه پروژه ها نیز دیدن فرمایید.
جهت درخواست خدمات جوشکاری اوربیتال و کسب اطلاعات بیشتر از طریق تلفن تماس با ما درارتباط باشید.



